
- 河北中浩机械
直埋不锈钢补偿器的焊接安装注意事项
直埋不锈钢补偿器目前属于快速发展阶段,中浩机械已经掌握了全套的生产技术,但是一些客户在安装过程中还是会出现一些问题,所以掌握安装技巧也是很重要的。
直埋不锈钢补偿器在安装前应先检查其型号、规格压力及管道配置情况,符号设计要求。型号检查无误了,下面要进行焊接工作了,在焊接时有一些操作步骤还是要遵守的,烟风管道上在安装一些大口径的直埋不锈钢补偿器的时候往往采用焊接的这种连接方式,而在焊接时要特别注意一下操作事项,如果不按照规定步骤操作的话,很容易出现焊接不牢固的现象。
首先操作者劳动保护器具要_。脏手套、油泥棉纱等,不得与工件焊接部位接触。在进行焊接过程中要做好焊接处的坡口处理,包括增加焊接面和清理焊接面,使得需要焊接的部位能够更加充分的结合。
直埋不锈钢补偿器应严格焊接规范。选择适当的焊接电流、焊接速度和脉冲频率相匹配。严格进行焊前清洗,在工件焊接部位,不允许残留清洗介质中的水分和大气中的水分,以免水分中的氧分子混入焊缝金属中去。适量的氩气保护,严禁空气中的氮、氧混入熔池参与化学反应。
焊接完毕后需要对于焊接面进行清理直至漏出金属光泽,再仔细观察是否出现漏焊和虚焊现象。
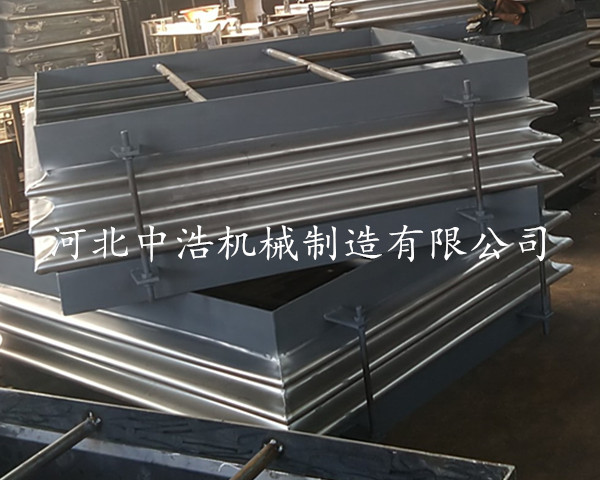
管系安装调试完毕后,应尽快拆除波纹直埋波纹补偿器上用于安装运输的黄色辅助定构件及紧固件,并按照设计要求将限位装置调到规定位置,使管系在运行环境条件下有充分的补偿能力。
严禁用波纹直埋波纹补偿器变形的方法来调整管道的安装错位,以免影响直埋波纹补偿器的正常功能、降低其使用寿命及增加管道系统、设备、支撑构件的载荷。
需要进行“冷紧”的直埋不锈钢补偿器,预变形所用的辅助构件应在管路安装调试完毕后方可拆除。对带有内套筒的补偿应注意使内套筒的剑头方向与介质流动方向所一致。
关于直埋不锈钢补偿器的焊接安装注意事项,小编在这里介绍了一下,在后续的使用过程当中,不管您遇到哪些问题,我们都会尽力为您解决,欢迎广大用户来电咨询订购。