
- 河北中浩机械
高品质波纹补偿器工艺有何差异
高品质波纹补偿器主要体现在工艺差异上,主要包括这些核心工艺,波纹管成型工艺差异也是决定寿命、耐压、补偿量关键。其次是波纹管结构工艺差异,决定同口径承压、寿命核心分水岭。高温防腐、消除应力的关键工序热处理工艺差异,焊缝泄漏90%源于焊接组装工艺差异。

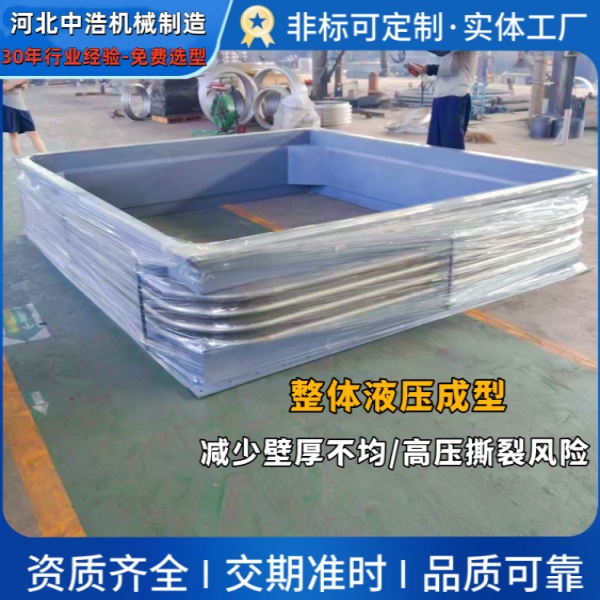
波纹管成型工艺差异,采用液压一体成型(行业主流工艺,热力管道标配),无缝不锈钢筒坯装入模具,内部高压水油均匀胀形,轴向挤压一体成型整组波纹,无拼接焊缝。优势:管壁厚度均匀,波高/波距公差≤0.15mm,无局部减薄;整体无焊缝,无泄漏薄弱点,疲劳寿命长; 可做多层复合波纹管,承压能力大幅提升;另一种滚压/旋压成型,滚轮从管材外部碾压出波纹,逐波机械挤压成型,仅能做单层薄壁管。外壁碾压产生划痕、表层损伤,耐氯离子腐蚀大幅下降;易造成 壁厚不均,波谷位置严重减薄,高压易撕裂等问题。
热处理工艺差异是高温防腐、消除应力的关键工序关键,完整固溶热处理(热力强制工艺),标准流程:波纹管成型后入炉1050~1100℃保温,快速水冷淬火,随后酸洗钝化。从而达到消除液压成型产生残余应力;溶解不锈钢碳化物,杜绝晶间腐蚀、氯离子应力开裂;恢复高温耐氧化性能。 简易去应力退火,流程:600~800℃低温缓冷,无快速水冷、无酸洗钝化。局限:仅消除部分成型应力,无法溶解碳化物;沿海含氯冷凝水工况运行极易出现裂纹,仅适用于内陆清水热力管道。
焊接组装工艺差异核心焊缝分为波纹管与端管环缝、附件耳板拉杆焊缝,工艺分级明显:全自动脉冲氩弧焊(特种设备/高温热力标准),工艺:数控十字臂自动行走,管内充氩气双面保护,脉冲TIG焊,焊缝无氧化、无夹渣咬边,全程参数可追溯,渗透探伤。适配:DN≥300高温烟道、PN≥1.6MPa蒸汽补偿器、特种设备监检产品。常规工艺采用手工直流氩弧焊人工TIG打底,背面简易充氩保护,外观人工打磨,抽检PT探伤;中小型常压热力管道通用,一致性略低于自动焊。简陋工艺则是二氧化碳气保焊/手工电弧焊,直接用碳钢焊条、二保焊焊接不锈钢波纹管,无氩气保护,焊缝严重氧化脆化;热工况下焊缝1~2个采暖季开裂渗漏,正规热力工程禁止采用。